







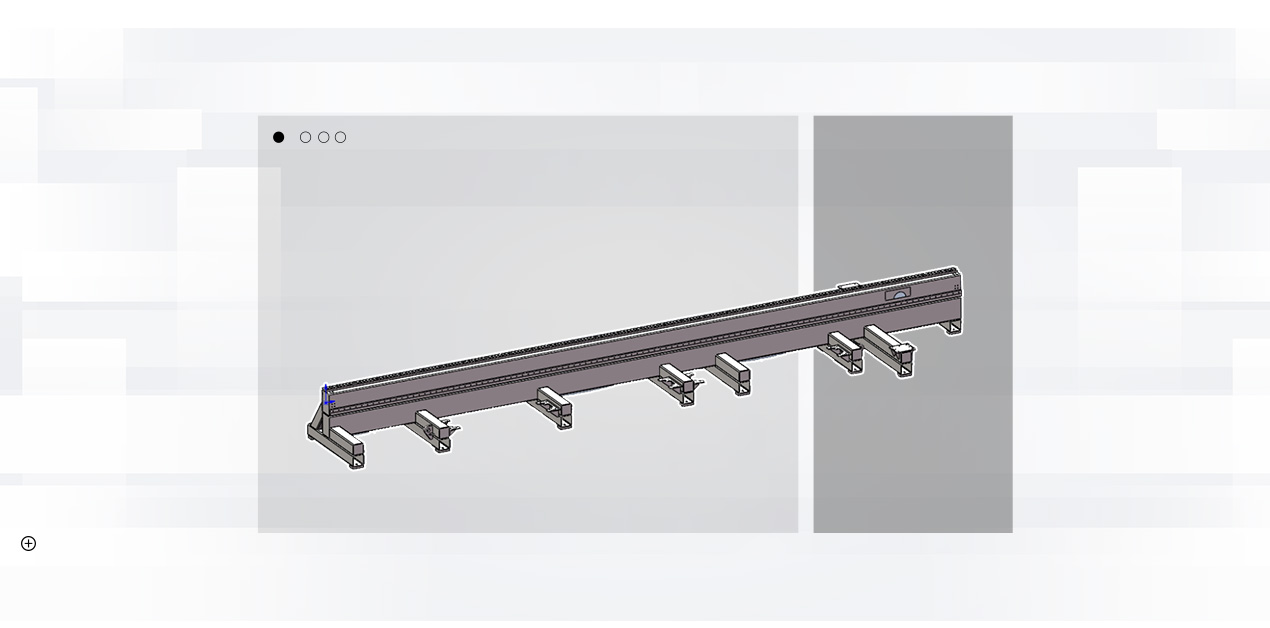
Yandan Askılı Yapı - Tek Parça Kaynaklı Yatak
Yatak, yan askılı bir yapıya ve iç gerilimi gidermek için tavlanmış tek parça kaynaklı bir yatağa sahiptir. Kaba işleme sonrasında, son işlemeden önce titreşimli yaşlandırma yapılır, böylece takım tezgahının rijitliği ve stabilitesi büyük ölçüde artırılır ve takım tezgahının doğruluğu sağlanır. AC servo motor tahriki, sayısal kontrol sistemi tarafından kontrol edilir ve motor tahrikinden sonra ayna, Y yönünde ileri geri hareket gerçekleştirerek hızlı hareket ve besleme hareketini sağlar. Hem Y ekseni kremayeri hem de lineer kılavuz rayı yüksek hassasiyetli ürünlerden yapılmıştır, bu da iletim doğruluğunu etkili bir şekilde garanti eder; strokun her iki ucundaki limit anahtarları kontrol edilir ve aynı zamanda sert bir limit cihazı takılmıştır, bu da takım tezgahının hareketinin güvenliğini etkili bir şekilde sağlar; takım tezgahı, hareketli parçaların iyi durumda çalışmasını sağlamak için düzenli aralıklarla yatağın hareketli parçalarına yağlama yağı ekleyen otomatik yağlama cihazı ile donatılmıştır, bu da kılavuz rayların, dişlilerin ve kremayerlerin hizmet ömrünü uzatabilir.
Önden Besleme Cihazı
Ön besleme tertibatı, kesilen boru uzun olduğunda boruyu destekleyen ve sarkmasını önleyen, hava silindiri tarafından kontrol edilen bir destek plakası içerir.
İş parçası kesilirken, yükseltilmiş destek silindiri, boruyu desteklemek ve sarkmasını önlemek için destek plakasını destekler. İş parçası kesildiğinde, yükseltilmiş destek silindirlerinin tamamı geri çekilir ve iş parçası kesme plakasına düşer ve depolama yerine kayar. Silindir hareketi sistem tarafından otomatik olarak kontrol edilir.
Ön kısım da takip tipi ve manuel ayarlama tipi olmak üzere ikiye ayrılmıştır.

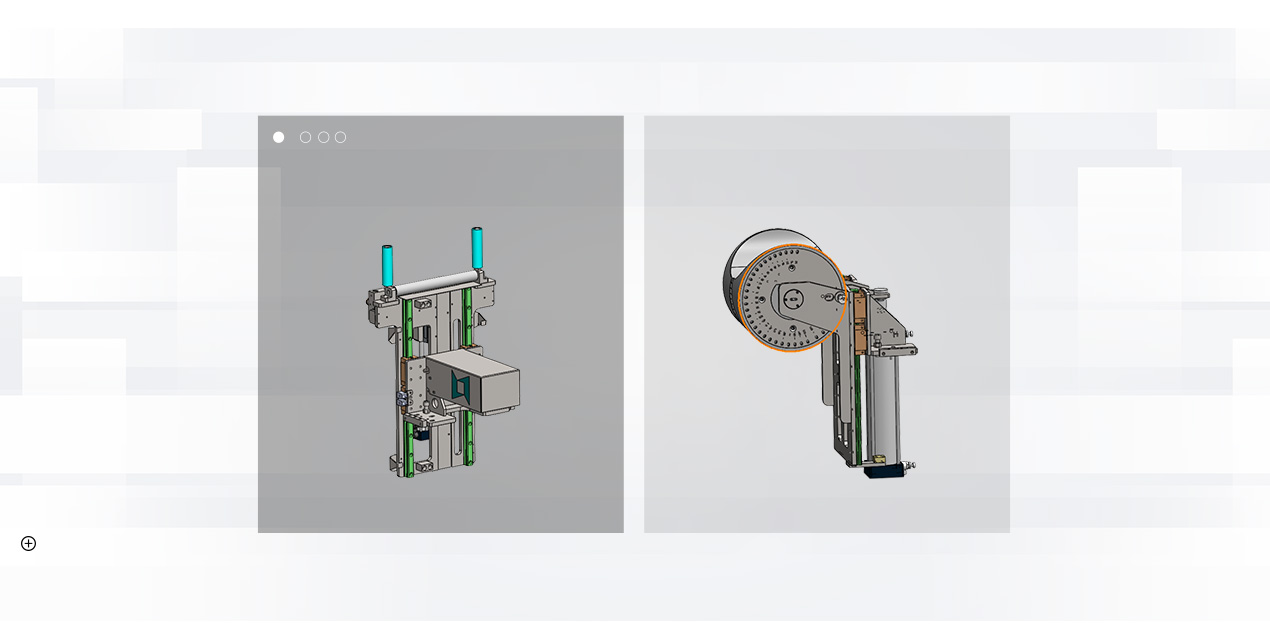
Destek Mekanizmaları
Yatakta 3 adet destek mekanizması seti bulunmaktadır ve iki farklı tipi mevcuttur:
1. Takip desteği, yukarı ve aşağı hareket ettirmek üzere bağımsız bir servo motor tarafından kontrol edilir ve esas olarak uzun kesilmiş boruların (küçük çaplı borular) aşırı deformasyonunu takip desteği olarak kullanılır. Arka mandren ilgili konuma hareket ettiğinde, yardımcı destek aşağı indirilerek deformasyonun önlenmesi sağlanabilir.
2. Değişken çaplı tekerlek desteği silindir tarafından yukarı ve aşağı hareket ettirilir ve farklı boyutlardaki boruları desteklemek için farklı ölçek konumlarına manuel olarak ayarlanabilir.
Chuck-Parçası
Mandren, ön ve arka olmak üzere iki adet pnömatik tam stroklu mandren olmak üzere ikiye ayrılmıştır ve her ikisi de Y yönünde hareket edebilir. Arka mandren boruyu sıkıştırmak ve beslemekten sorumludur, ön mandren ise malzemeleri sıkıştırmak için yatağın ucuna monte edilmiştir. Ön ve arka mandrenler, senkronize dönüşü sağlamak için sırasıyla servo motorlar tarafından tahrik edilir.
Çift aynanın birlikte sıkıştırılmasıyla kısa kuyruk kesimi gerçekleştirilebilir ve ağız kısmının kısa kuyruk uzunluğu 20-40 mm'ye ulaşabilirken, daha uzun kuyrukların kısa kesimini de destekler.
TN serisi boru kesme makinesi, mandren hareketi ve engelleme yöntemini benimser; bu sayede her zaman iki mandrenle kesim yapılabilir ve borunun çok uzun ve dengesiz olmasına veya hassasiyetin yetersiz kalmasına neden olmaz.

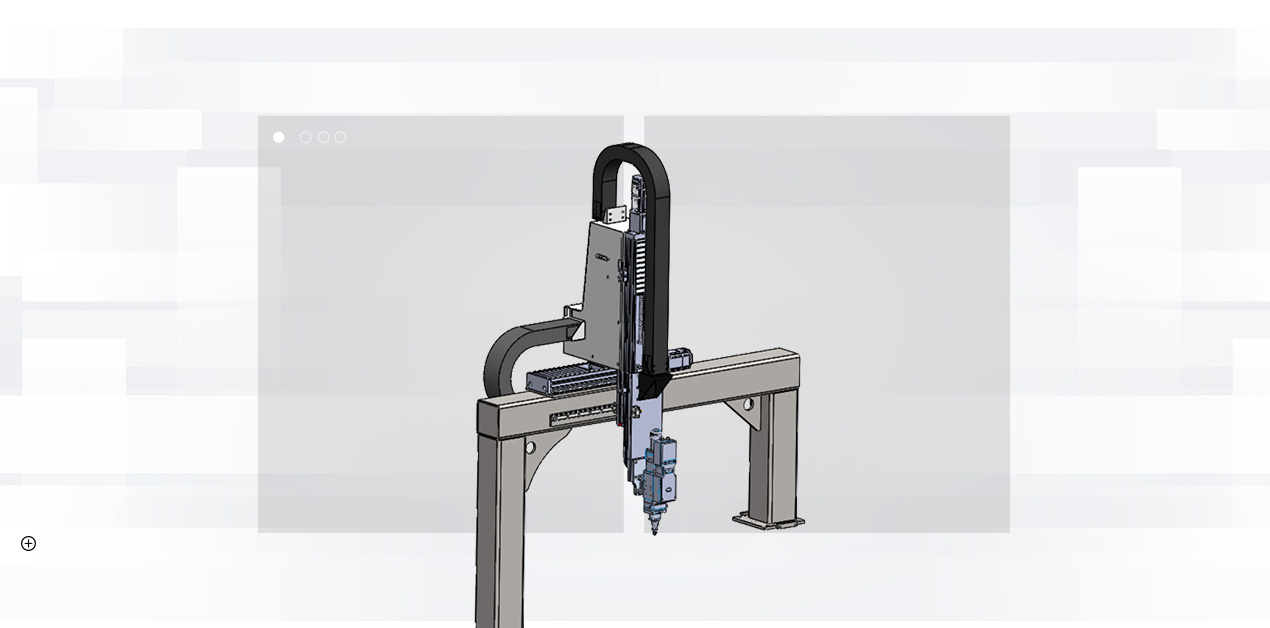
Eksen Cihazı
X ekseni cihazının traversi, kare boru ve çelik levhanın birleşimiyle kaynaklanmış bir portal yapısına sahiptir. Portal bileşeni yatağa sabitlenmiştir ve X ekseni, servo motor tarafından tahrik edilerek kremayer ve pinyon dişlisini hareket ettirir ve böylece kayar plakanın X yönünde ileri geri hareketini gerçekleştirir. Hareket sürecinde, limit anahtarı, sistemin güvenli çalışmasını sağlamak için pozisyonu sınırlamak üzere hareketi kontrol eder.
Aynı zamanda, X/Z ekseninin iç yapısını korumak ve daha iyi koruma ve toz giderme etkileri sağlamak için kendi organ kapağı bulunmaktadır.
Z ekseni cihazı esas olarak lazer başlığının yukarı ve aşağı hareketini gerçekleştirir.
Z ekseni, kendi interpolasyon hareketini gerçekleştirmek için bir CNC ekseni olarak kullanılabilir ve aynı zamanda X ve Y eksenleriyle bağlantılı olabilir ve farklı durumların ihtiyaçlarını karşılamak için takip kontrolüne de geçilebilir.
Metal Boru Fiber Lazer Kesim Makinesi 62TN'nin Avantajları

-

TX124 2024 Alüminyum için Fiber Lazer Kesim Makinesi...
-

LX82TS %7 İndirim 1kw 1.5kw 3kw 4kw 6kw Fiber ...
-

LX123TX En İyi Üç Mandrenli Ağır Hizmet Tipi Fiber Lazer...
-

LX3015E Metal Levha Fiber Lazer Kesici (Mükemmel Özelliklerle)...
-

LX62TN Yarı Otomatik Beslemeli Fiber Lazer Metal İşleme...
-

LX62TD 1-6KW Ekonomik Boru Kesme Makinesi P...











